Die Schmelzindexmessung ist ein standardisiertes Prüfverfahren um die Fließfähigkeit von Kunststoffen bei einer definierten Temperatur und konstant wirkender Kraft mit einem Plastometer zu charakterisieren.
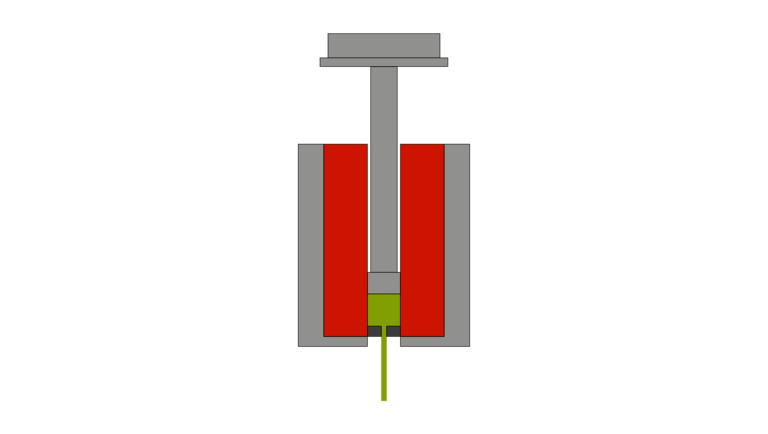
Ein thermoplastischer Kunststoff wird in einem Kanal zum Schmelzen gebracht. Das Auflegen eines Gewichtes bewirkt einen konstanten Druck auf die Polymerschmelze. Am unteren Ende des Prüfkanals befindet sich eine standardisierte Kapillare durch welche die Kunststoffschmelze extrudiert wird. Während des Versuchs wird nach einer vorgeschriebenen Aufschmelzzeit gemessen wie viel Material pro Zeiteinheit durch die Düse gedrückt wird. Die Prüftemperatur und das Belastungsgewicht wird stehts mit dem Ergebnis angegeben und hängt vom Material ab. Die Prüfbedingungen werden typischerweise vom Materialhersteller in einer Werkstoffnorm festgelegt.
Die Bestimmung des Schmelzindex wird sehr häufig in der Wareneingangskontrolle von Kunststoffverarbeitern eingesetzt. Das Prüfverfahren ist als Qualitätsmerkmal etabliert. Bereits minimale Schwankungen in der Molekulargewichtsverteilung können identifiziert werden können.
Das Prüfverfahren ist in den gängigen Prüfnormen ISO 1133 und ASTM D1238 standardisiert. Beide Normen beschreiben grundsätzlich ähnliche Versuche. Einige Details sind allerdings unterschiedlich. Im Folgenden werden die zwei Grundversuche der beiden Normen beschrieben.
Bestimmung MFR nach ISO 1133 Verfahren A / ASTM D1238 Prozedur A
Bei der Bestimmung der Schmelze-Massefließrate MFR (engl.: Melt Flow Rate) nach Verfahren A wird in konstanten Zeitintervallen der extrudierte Materialstrang abgeschnitten. Mittels einer Laborwaage werden die Strangabschnitte abgewogen und die resultierende Masse pro Zeiteinheit in g/10 min. angegeben. Bei diesem Verfahren muss der Bediener während des Versuchs bei der Maschine bleiben und die Stränge einsammeln und anschließend abwiegen.
Bestimmung MFR/MVR nach ISO 1133 Verfahren B / ASTM D1238 Prozedur B
Bei der Bestimmung der Schmelze-Volumenfließrate MVR (engl.: Melt Volume Rate) nach Verfahren B wird das extrudierte Volumen je Zeiteinheit über die Geschwindigkeit des Stempels in cm³/10 min bestimmt. Die Schmelzedichte kann direkt mitgemessen werden und zum Umrechnen zwischen MVR und MFR verwendet werden.
Alle von GÖTTFERT vertriebenen Plastometer sind standardmäßig mit einem Sensor zur Bestimmung der Stempelgeschwindigkeit ausgerüstet. Die Messwerterfassung erfolgt dadurch vollautomatisch.
Wir empfehlen grundsätzlich die Verwendung von Methode B. Der höhere Automatisierungsgrad macht die Versuchsdurchführung einfacher und komfortabler. Die Ergebnisse sind durch den reduzierten Benutzereinfluss wiederholbarer.
Sie haben Fragen zu diesem Produkt?
Schreiben Sie uns eine E-Mail sales@goettfert.de oder rufen Sie an +49 (0) 62 81 408 - 0
Wir beraten Sie gerne!