Versuche mit Hochdruck-Kapillarrheometern stellen oftmals die einzige Möglichkeit dar, die Viskosität bei höheren, prozessrelevanten Scherraten zu bestimmen. Durch das Messprinzip treten dabei verschiedene systematische Abweichungen von den wahren Werkstoffeigenschaften auf. Durch die Anwendung von verschiedenen Korrekturen können diese, mit Abweichungen behafteten, sogenannten scheinbaren Daten in die wahren Materialeigenschaften umgerechnet werden. Welche Korrekturen tatsächlich notwendig sind, hängt vom Anwendungsfall ab. Die Reihenfolge der Korrekturanwendung spielt auch eine wichtige Rolle und wird im letzten Kapitel besprochen.
Grundgleichungen – Scheinbare Werte
Aus den Rohdaten, Druck vor der Kapillare bzw. Stempelkraft, Stempelgeschwindigkeit und den Geometriedaten von Stempel und Kapillare werden zunächst die scheinbaren Werte berechnet. Für die Vollkreiskapillare ergeben sich diese zu:
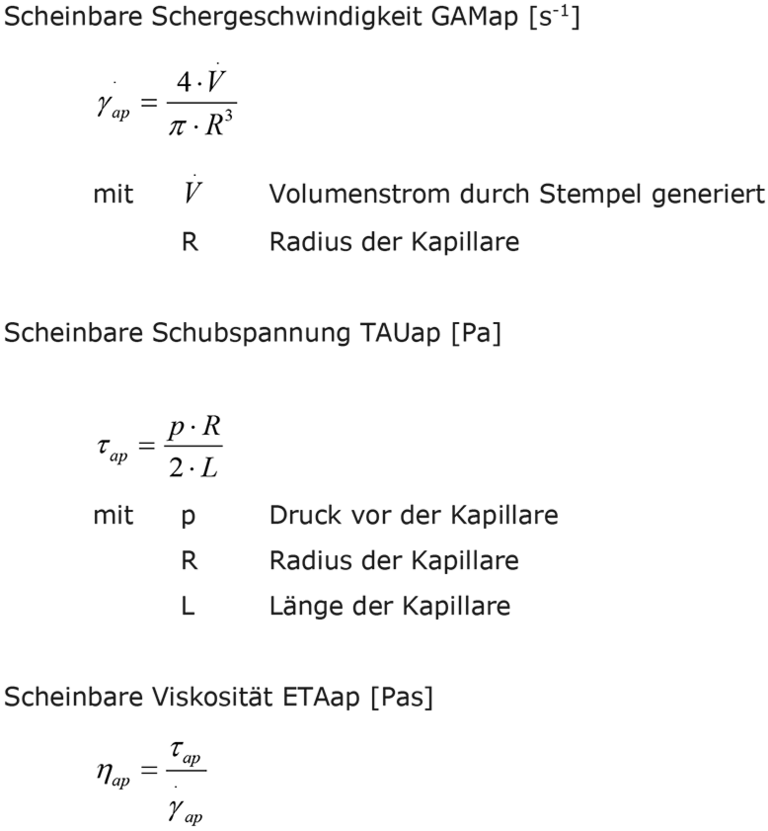
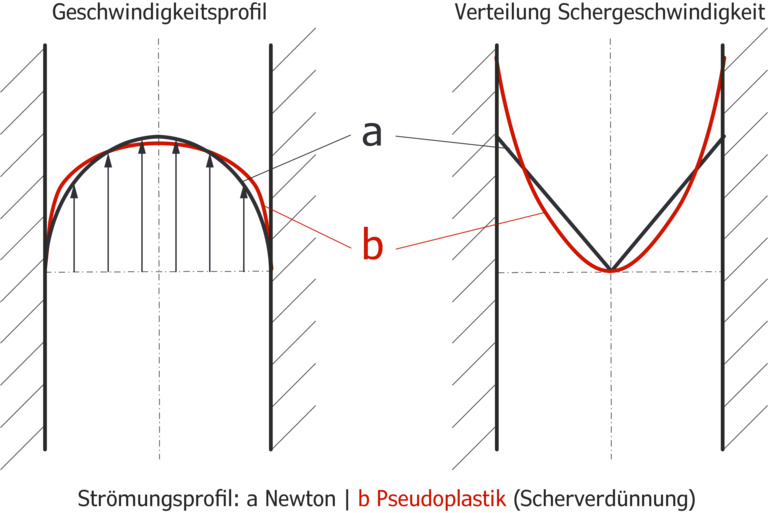
Infolge der Scherverdünnung bei realen Polymerschmelzen mit strukturviskosem Fließverhalten kommt es zu einer starken Krümmung des Geschwindigkeitsprofils zur Wand hin. Die Schergeschwindigkeiten an der Wand sind infolge dessen erhöht gegenüber dem newtonschen Medium.
Während dem Versuch wird allerdings für die Berechnung der scheinbaren Schergeschwindigkeit newtonsches Verhalten angenommen.
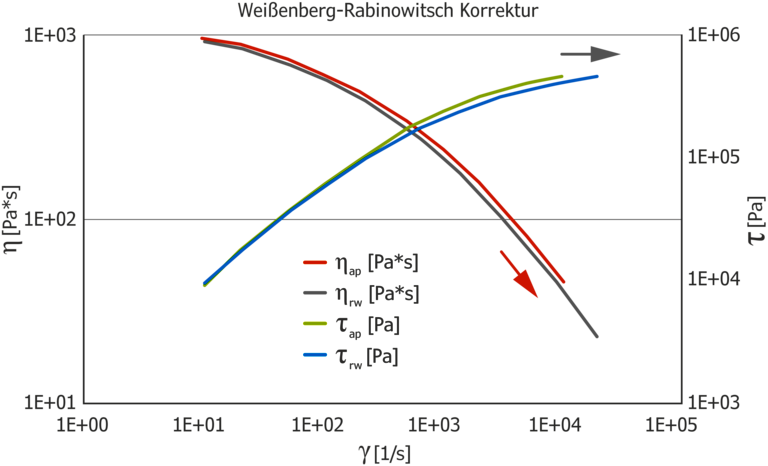
Die Korrektur der scheinbaren Schergeschwindigkeit nach Weißenberg-Rabinowitsch ergibt sich für Vollkreiskapillaren zu:

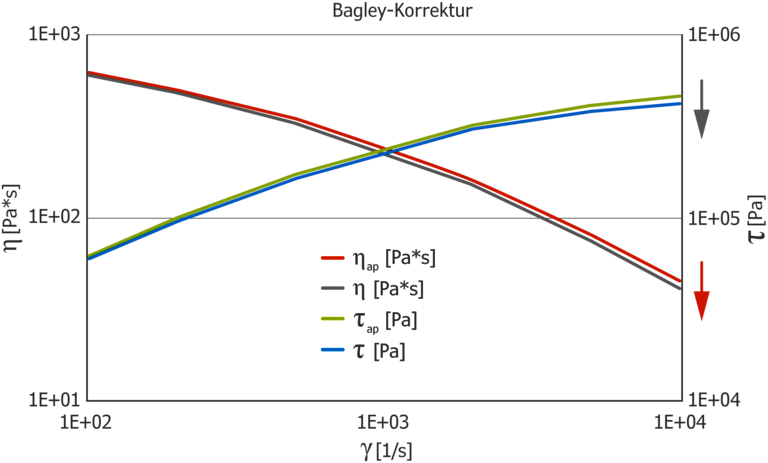
Durch die Weißenberg-Rabinowitsch-Korrektur wird das strukturviskose Verhalten berücksichtigt, indem die Schergeschwindigkeiten der verschiedenen Messpunkte, insbesondere bei höheren Schergeschwindigkeiten nach oben korrigiert werden. Dadurch verschiebt sich die resultierende Viskosität aufgetragen über der Schergeschwindigkeit wie im folgenden Diagramm dargestellt.
Die Druckmessung erfolgt typischerweise konstruktionsbedingt oberhalb der Düse im Prüfkanal. Dadurch werden neben dem viskosen Druckverlust auch Verluste durch Ein- und Auslaufeffekte mitgemessen.
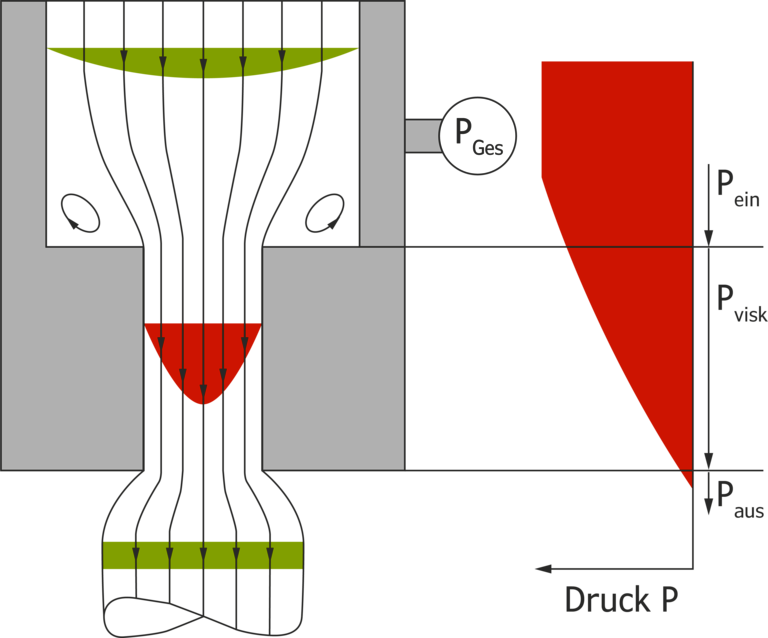
Mit Hilfe der Bagley Korrektur kann der viskose Druckabfall in der Kapillare von den Druckverlusten durch Ein- und Auslaufeffekte getrennt werden.
Zur Ermittlung des Ein-Auslaufdruckverlustes wird der Druckverlust für verschiedene Düsen mit gleichem Durchmesser aber verschiedenen Längen aufgetragen und gegen Null extrapoliert (Bagley Plot). D.h. vor der Auswertung müssen zunächst mindestens zwei Messungen mit Düsen vom gleichen Durchmesser unterschiedlicher Länge durchgeführt werden.
Hierbei ist es wesentlich, dass die kürzeste Düse nicht allzu weit von der Länge Null verschieden ist und die Düsenlängen nicht zu nahe zusammen liegen, um Fehler bei der Extrapolation zu vermeiden.
Eine günstige Kombination für die lineare Bagley Korrektur ist durch die Düsen 30/1 mm, 20/1 mm und 10/1 mm L/D gegeben.
Eine günstige Kombination für eine nichtlineare Bagley Korrektur ist durch die Düsen 20/1 mm, 10/1 mm und 5/1 mm gegeben.
Wird der Einlaufdruckverlust mit nur zwei Düsen bestimmt, ist die Kombination 20/1 mm und 0.2/1 mm günstig. Hierbei können allerdings Nichtlinearitäten nicht detektiert werden. Das folgende Schaubild zeigt einen Bagley-Plot mit dieser Düsenkombination.
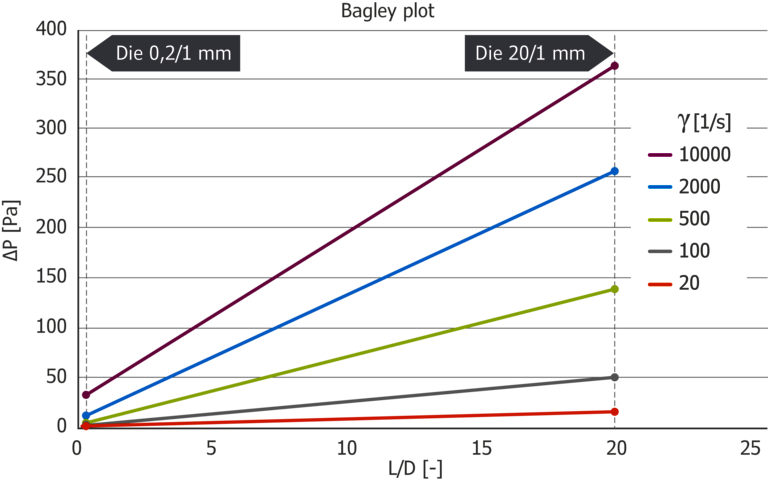
Durch die Bagley-Korrektur wird die Schubspannung und entsprechend auch die Viskosität nach unten korrigiert.
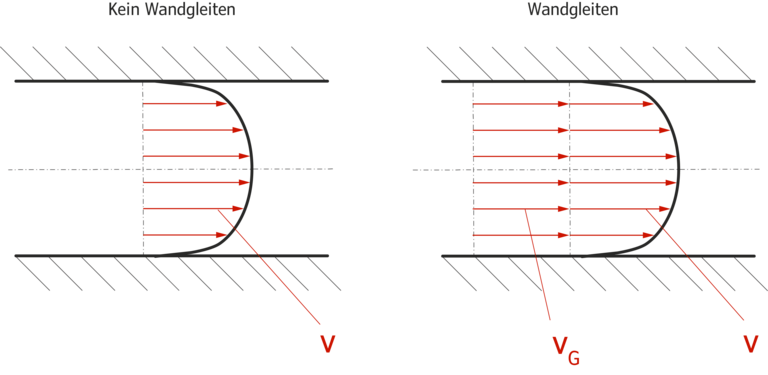
Die Mooney Korrektur dient zur Ermittlung der Wandgleitgeschwindigkeit bei wandgleitenden Materialien wie z.B. HDPE oder PVC. Hierbei geht die Modellvorstellung davon aus, dass das Material mit der konstanten Wandgleitgeschwindigkeit vg an der Wand abgleitet.
Durch Integration über das Geschwindigkeitsprofil ergibt sich folgender Zusammenhang für die Schergeschwindigkeit:
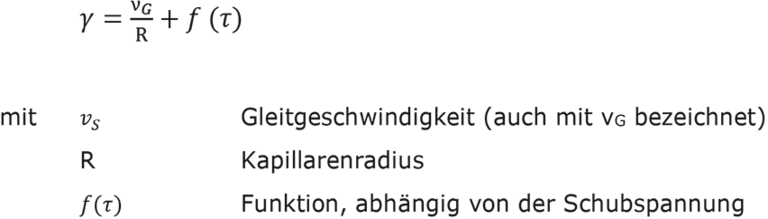
Aufgrund dieses Zusammenhangs ergibt sich, dass die Messungen bei konstanter Schubspannung mit Kapillaren von unterschiedlichem Durchmesser und gleichem L/D Verhältnis durchgeführt werden müssen.
Eine günstige Kombination für die lineare Mooney Korrektur ist durch die Düsen 40/2 mm und 20/1 mm L/D gegeben. Eine günstige Kombination für eine nichtlineare Mooney Korrektur ist durch die Düsen 40/4 mm, 20/2 mm und 10/1 mm gegeben.
Es können auch Messungen, die mit konstanter Geschwindigkeit gefahren wurden, für die Mooney Korrektur herangezogen werden. Hierbei werden im Programm automatisch die Punkte gleicher Schubspannung durch Interpolation ermittelt. Bei der Konfigurierung der Messungen ist hierbei zu beachten, dass die Stempelgeschwindigkeiten bei den verschiedenen Düsendurchmessern derart angepasst werden, dass die Schubspannungen bei den verschiedenen Kapillaren in einem möglichst weiten Bereich überlappen, damit die Korrektur durchgeführt werden kann.
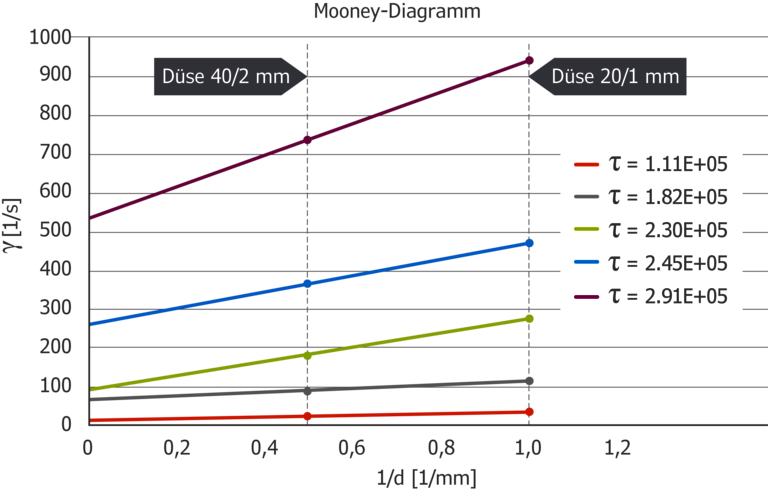
Die Ausgabe zeigt das Mooney Diagramm Schergeschwindigkeit über dem reziproken Durchmesser. Der Steigungswinkel der Geraden im Diagramm ergibt die Wandgleitgeschwindigkeit.
Das folgende Mooney-Diagramm zeigt die die Daten von Messungen mit dem Düsenpaar 40/2 mm und 20/1 mm L/D. Die Schergeschwindigkeit bei konstanter Schubspannung ist über dem reziproken Düsendurchmesser aufgetragen. Die Funktion der Schubspannung ⨍(τ) wird damit zum konstanten y-Achsabschnitt und die Gleitgeschwindigkeit vG kann als die Steigung der Geraden bestimmt werden.
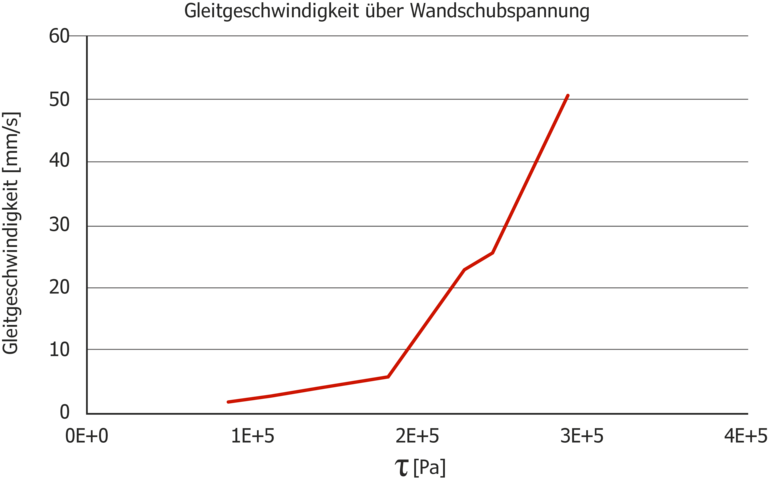
Technologisch interessant ist Auftragung der Schergeschwindigkeit über der Schubspannung. Hierbei kann die so genannte kritische Schubspannung bestimmt werden, ab der Wandgleiten auftritt. Weiterhin können Bereiche der Schubspannung mit detektiert werden, in denen hohe Gleitgeschwindigkeiten oder große Änderungen der Gleitgeschwindigkeit auftreten. Die Wahl eines Betriebspunktes im Bereich dieser Schubspannung kann durch die sich stark ändernde oder hohe Gleitgeschwindigkeit zu Instabilitäten im Prozess führen.
Der beim Durchströmen durch die Kapillare auftretende Druckverlust führt zu einer Temperaturerhöhung in der Kapillare. D. h. die Volumenänderungsarbeit wird in innere Energie also Reibungswärme umgesetzt. Diese Temperaturerhöhung wird durch das FeCo Thermoelement ermittelt, dass in die Kapillare eingesteckt wird.
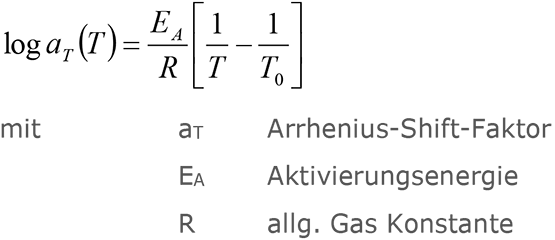
Über den Arrhenius Temperaturshift wird die Viskosität auf die aktuelle Stahltemperatur (=Solltemperatur) zurückberechnet.
Eine derartige Korrektur ist insbesondere bei hohen Schergeschwindigkeiten notwendig. Bei Scherraten von 10000 1/s und mehr können je nach Prüfmaterial durchaus Temperaturerhöhungen von 5-10 °C oder mehr entstehen. Die hierdurch entstehenden Korrekturen liegen bei Thermoplasten im Bereich von 10 % oder mehr, können aber im Fall von Elastomeren deutlich höher ausfallen.
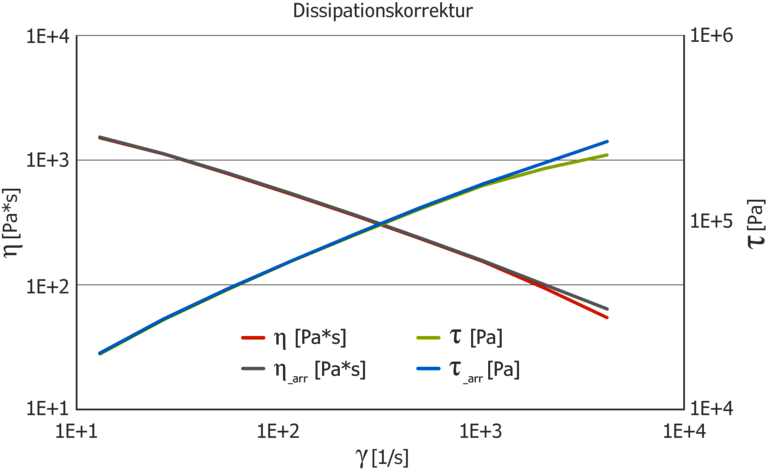
Um die Dissipationskorrektur durchführen zu können muss die Aktivierungsenergie EA der Probe bekannt sein. Diese kann über drei Viskositätsmessungen bei verschiedenen Temperaturen und die Temperaturshift Funktion der Software bestimmt werden. Das folgende Diagramm zeigt ein den Effekt der Dissipationskorrektur. Sowohl Schubspannung und Viskosität werden bei den hohen Scherraten auf die Solltemperatur umgerechnet und steigen dadurch.
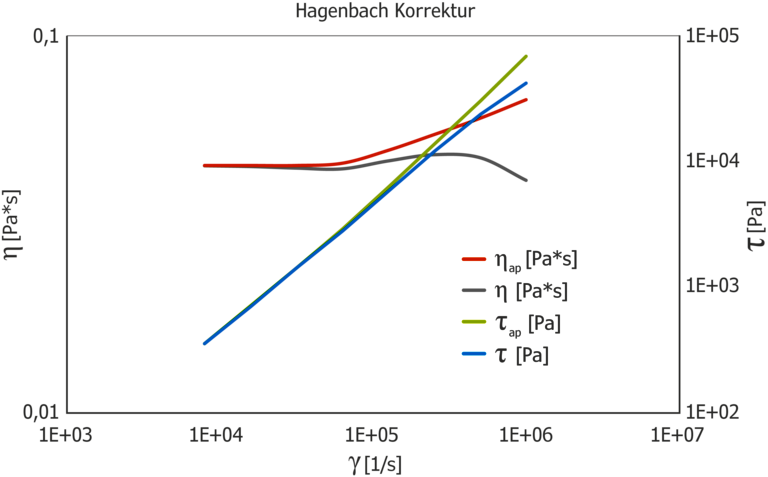
Durch die Querschnittsänderung zwischen Prüfkanal und Düse kommt es zu einer starken Beschleunigung des Materials. Bei niederviskosen Medien wie bspw. Dispersionsfarben, Lacken und Ölen ist der Druckverlust durch die Beschleunigungsarbeit in Relation zum viskosen Druckverlust relativ groß. Durch die Hagenbach-Korrektur wird dieser Effekt berücksichtigt und herausgerechnet. Für die Korrektur muss die Dichte bei der Versuchstemperatur bekannt sein.
Das folgende Beispiel zeigt den Effekt der Hagenbach-Korrektur verglichen mit unkorrigierten Daten am Beispiel einer Farbe zur Papierbeschichtung.
Für die meisten Thermoplaste ist die Hagenbach Korrektur nicht notwendig, weil die Erhöhung der kinetischen Energie im Verhältnis zum Druckverlust durch viskoses Fließen sehr klein ist.
Aufgrund der unterschiedlichen Voraussetzungen für die Durchführung einzelner Korrekturen müssen die Korrekturen aus physikalischen Gründen in der richtigen Reihenfolge durchgeführt werden. Die folgende Auflistung gibt nur die Reihenfolge an und stellt keine Wertigkeit dar. Es ist Ermessenssache welche Korrekturen tatsächlich notwendig sind.
Hochviskose Medien > ca. 1 Pas (z.B. Kunststoffe, Kautschuke):
Niederviskose Medien < ca. 1 Pas (z.B. Farben, Lacke, Polymerlösungen):
Praktisch werden bei hochviskosen Medien meistens die Bagley- und Weißenberg-Rabinowitsch-Korrekturen angewendet. Bei einem Hochdruckkapillarrheometer mit zwei Prüfkanälen können die hierfür notwendigen zwei Versuche in einem Durchgang durchgeführt werden.