pvT-Messungen dienen zur Ermittlung des thermodynamischen Verhaltens von Kunststoffen, Elastomeren, Duroplasten und Flüssigkeiten. Hierbei wird das spezifische Volumen als Funktion der Größen von Druck und Temperatur ermittelt. Die pVT-Messung ist unerlässlich bei den folgenden Anwendungen:
Das PVT500 arbeitet gemäß der Norm ISO 17744. Diese unterscheidet zwischen isothermer und isobarer Messmethode. Bei der isothermen Messmethode wird die Probe bei konstanter Temperatur verschiedenen Drücken ausgesetzt. Die Messung nach isobarer Methode wird bei konstantem Druck durchgeführt, wobei die Probe mit einer definierten Kühlrate abgekühlt wird.
Die isotherme Messmethode ist zwar immer noch eine der verbreitetsten Anwendungen, jedoch beschreibt die isobare Methode den Prozess insbesondere im Spritzgussverfahren wesentlich besser, da das Formteil bei konstantem Druck (bis zum Siegel- oder Erstarrungspunkt des Angusssystems) abkühlt. Dieser Verarbeitungsprozess wird bei aktueller Werkzeugauslegung meist verwendet.
Das neue PVT500 wartet gegenüber dem optional verfügbaren Add-on bei Kapillarrheometern, eine Reihe von Vorteilen auf:
Test: Isobar - Kühlrate 2,5K/min
Prüfmaterial: Polycarbonat
RHEOGRAPH: Flüssigkeitskühlung über Öl
PVT500: Kühlung über Druckluft
Die Vergleichsversuche wurden mit PVT500 und RHEOGRAPH 75 mit integrierter Add-on Option (Die Add-on Option “PVT“, ist eine der zahlreichen Erweiterungen, die zu den meisten GÖTTFERT Kapillarrheometern seit geraumer Zeit erfolgreich eingesetzt werden) im isobaren Messmodus bei einer Kühlrate von 2,5 K/min durchgeführt.
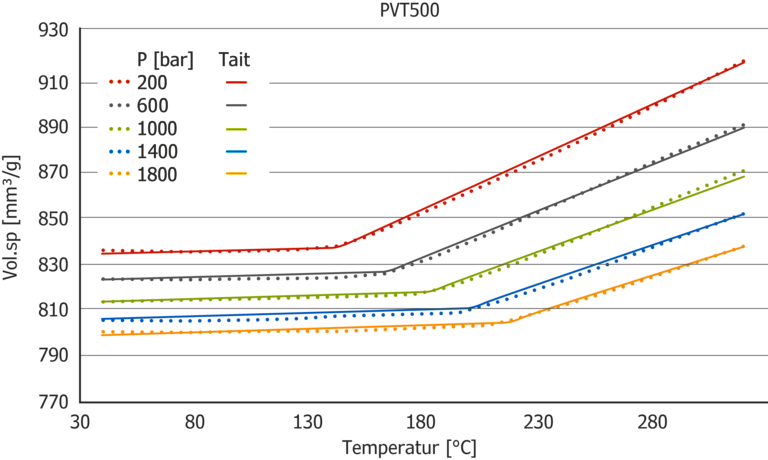 Abbildung 1: PVT500
Abbildung 1: PVT500
Die Daten zeigen prinzipiell den gleichen Verlauf. Die Daten des PVT500 lassen sich besser mit dem Tait-Modell approximieren, weil die Isobaren einen lineareren Verlauf haben.
Zur Beurteilung der Daten werden diese dann mit dem Tait-Modell (siehe folgende Erklärung) approximiert und die 1bar Drucklinie extrapoliert. Aus dieser 1bar-Isobaren gibt es zwei Messpunkte (orange Pfeile Abbildung 1 und 2), die einfach mit anderen Methoden verglichen werden können: Dichte bei Raumtemperatur (Bestimmung über Auftriebsverfahren 23°C) und Dichte bei Schmelztemperatur (Bestimmung über Schmelzindexgerät 300°C).
 Tabelle 1: Vergleich der Dichtewerte für Polycarbonat bei RT und 300°C
Tabelle 1: Vergleich der Dichtewerte für Polycarbonat bei RT und 300°C
Ein Vergleich der Daten zeigt, dass die approximierten Daten des PVT500 mit nur 1% Abweichung zur Dichte bestimmt aus anderen Methoden liegen, während die approximierten Daten, die mit der Add-on Option des Kapillarrheometers eine bis zu dreimal so große Abweichung aufweisen.
Ähnliche Versuche wurden mit verschiedenen Polypropylen durchgeführt.
 Tabelle 2: Vergleich der Dichtewerte für PP bei RT/30°C und 230°C
Tabelle 2: Vergleich der Dichtewerte für PP bei RT/30°C und 230°C
Auch hier zeigt sich, dass das PVT500 die bereits hohe Genauigkeit der Add-on Option (RHEOGRAPH 75) noch weiter übertrifft.
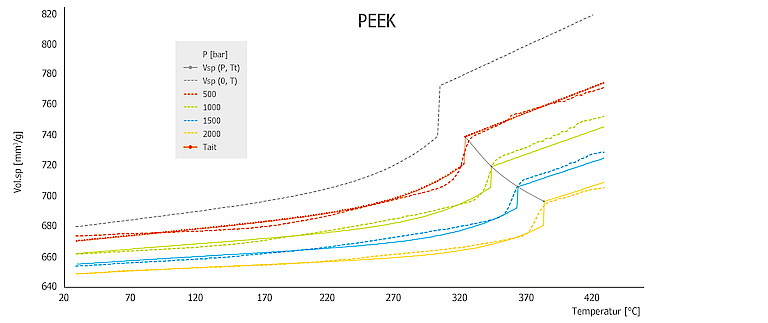
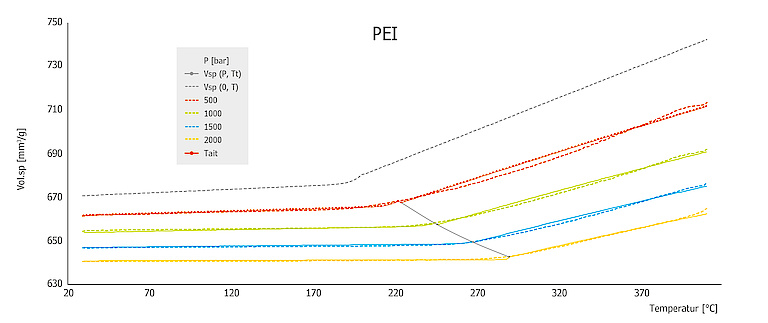
Die folgenden Diagramme enthalten einige Beispieldaten für PEEK und PEI. Die Daten wurden jeweils mit einer Kühlrate von 5K/min im isobarem Messmodus ermittelt.
Die Daten für PEEK zeigen das typische Verhalten für ein teilkristallines Material mit dem ausgeprägten Übergangsbereich am Schmelzpunkt, während die Daten für PEI das typische amorphe Verhalten mit einem weichen Übergang im Schmelzbereich aufweisen. Bei der Messung von PEI mit seinem amorphen Verhalten zeigt sich am besseren linearen Verhalten der Isobaren auch eine Verbesserung gegenüber der Add-on Option am Kapillarrheometer. Die gemessenen Daten wurden zusätzlich mit dem Tait-Modell approximiert. Hieraus wurde die Isobare bei Umgebungsdruck (p=0bar) ermittelt. Die Daten werden sehr gut vom Modell beschrieben.
Die Modellierung der pVT-Messdaten über das Tait-Modell findet seine Anwendung hauptsächlich in der Simulation von Spritzgussbauteilen. Über die Modellierung ist man nicht mehr nur auf die diskret gemessenen Isobaren beschränkt, sondern kann auf interpolierte Modelldaten zurückgreifen, je nachdem welcher Betriebspunkt an der Spritzgussmaschine eingestellt wird und wie sich dann der Prozessverlauf im Werkzeug ergibt.
Beispielhaft ist ein solcher Vorgang im folgenden Diagramm dargestellt. Nach der Einspritzphase erfolgt die Nachdruckphase bis zum Siegelpunkt dann weitere Abkühlung bis zum Öffnen des Werkzeugs.
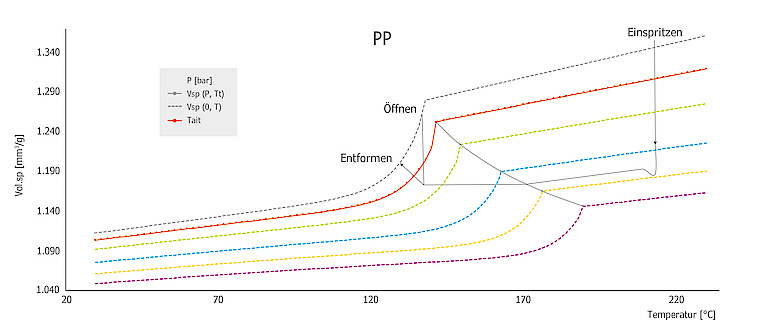 Abbildung 3: Tait-Modell
Abbildung 3: Tait-Modell
Sehr wichtig ist der Siegelpunkt in der Prozessführung. Dieser kann direkt aus dem Tait-Modell bestimmt werden. Das Modell beschreibt die Bereiche Feststoff-, Übergangs- und Schmelze-Bereich mit insgesamt 13 Parametern durch die folgenden Gleichungen:
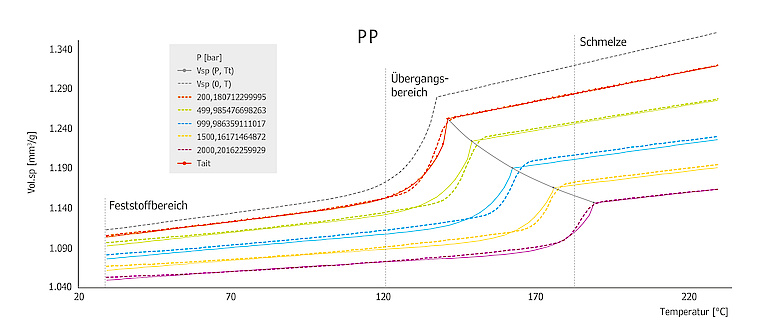
Hierbei markieren die Koeffizienten b5 und b6 die Siegel- oder Erstarrungslinie, ab der das Material einfriert.
Das Modell wurde ursprünglich für Salzwasserlösungen entwickelt, beschreibt aber in der vorliegenden Erweiterung die Messdaten für Thermoplaste, Elastomere und Duroplaste recht gut und wird in den bekannten Spritzguss Simulationssoftware, wie z.B. Mouldflow, Moldex, CadMould
und Sigmasoft eingesetzt.