Die Polymerverarbeitung oder Polymer-Zusammensetzung wird häufig durch so genannte ONLINE-RHEOMETER gesteuert, die für die Echtzeit-Prozesskontrolle unerlässlich sind. Zur Prüfung der Fließfähigkeit des Polymers werden neben Viskositätsmessungen von Polymerschmelzen vor allem Messungen der Schmelzflussrate (MFR) und der Schmelzvolumenrate (MVR) durchgeführt. Um eine hohe Selektivität bei Materialänderungen zu gewährleisten, ist eine gute Wiederholbarkeit und Genauigkeit der Messungen erforderlich.
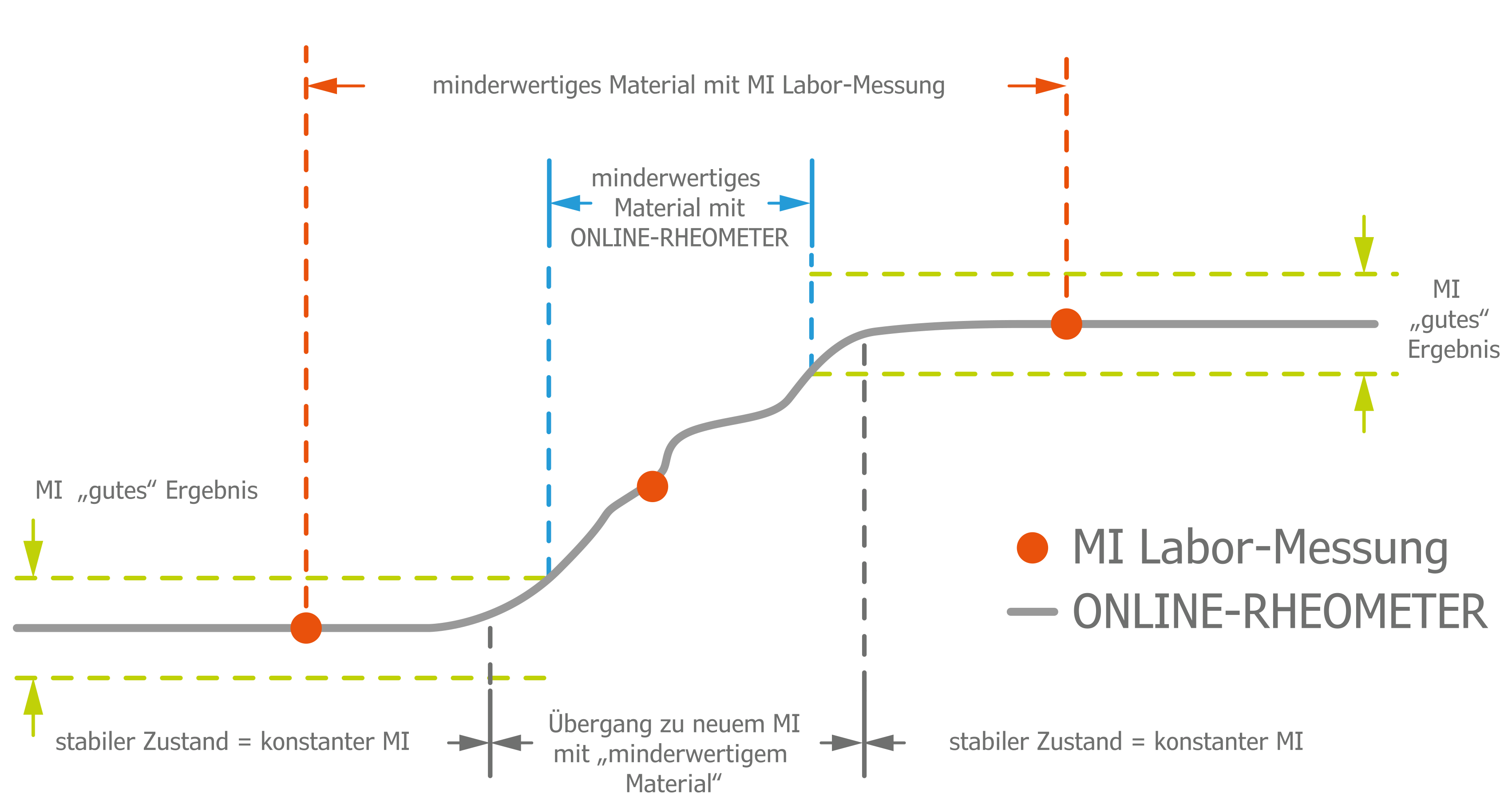
Das folgende Diagramm zeigt die Materialveränderung während der Polymerverarbeitung auf.
Anforderungen für hochpräzise Messungen
GÖTTFERT ONLINE-RHEOMETER stehen für Messungen mit hoher Präzision und Genauigkeit. Daher wird eine periodische Wartung und Kalibrierung des Rheometers empfohlen und ist eine Voraussetzung für die im folgenden Kapitel genannten Daten.
Periodische Kalibrierung erforderlich:
Externer Einfluss der Messunsicherheit
Online-Rheologie-Messungen mit dem GÖTTFERT Rheometer werden in zwei verschiedenen Weisen durchgeführt:
Diese beiden Operationsmethoden werden von unterschiedlichen Wiederholbarkeiten und Genauigkeiten beeinflusst.
Im Allgemeinen wird die Messunsicherheit beeinflusst durch:
Die Unsicherheit des Rheometers ist durch die Auflösung des Temperaturregelsystems, die Geometrien sowie die Auflösung der Antriebe gegeben. Der Beitrag des Geräts ist im Vergleich zu den anderen Einflussfaktoren gering.
Die Unsicherheit des Materials hängt von der Stabilität und dem Fließmuster wie Wandschlupf oder Instabilitäten ab.
Einige Polymermaterialien lassen sich leicht abbauen, insbesondere wenn sie nicht stabilisiert oder vernetzt sind. Diese Materialien werden eine geringere Wiederholbarkeit und Genauigkeit aufweisen als stabiles Material. Darüber hinaus weisen einige Materialien Strömungsmuster oder Strömungsinstabilitäten auf. Außerdem zeigen diese Materialien eine größere Variation in den Messergebnissen und eine geringere Genauigkeit als Materialien ohne Fließmuster. Der Beitrag des Materials zur Messunsicherheit ist einer der Hauptparameter.
Umweltbedingungen sind der dritte Parameter, der die Messunsicherheit beeinflusst. Besonders der Luftzug kann große Schwankungen in der Messung verursachen und zu einer geringen Genauigkeit führen. Spezielle zusätzliche Abschirmungen können den Windeffekt minimieren.
Beispiele für hochgenaue Messungen
Im Folgenden werden jeweils zwei Beispiele für MFR- und Viskositätsmessungen vorgestellt, die mit RTS-Beschickung durch einen Laborextruder (ALR-R) durchgeführt wurden, wie in Abbildung 1 dargestellt.
Hier ist vor allem die Unsicherheit des Geräts vorhanden. Der Einfluss des Materials ist gering, da die verwendeten Materialien sehr stabil sind und keine Veränderung durch Abbau oder Vernetzung stattfindet.
 Abbildung 1: ALR-R bestehend aus 1"Laborextruder-Beschickung RTS-Extruder
Abbildung 1: ALR-R bestehend aus 1"Laborextruder-Beschickung RTS-Extruder
| Mittelwert MFR | 3,995 [g/10min] | Mittelwert MFR | 8,819 [g/10min] |
| Std. dev. | 0,008 [g/10min] | Std. dev. | 0,020 [g/10min] |
| Variation Koeff. | 0,196 [%] | Variation Koeff. | 0,223 [%] |
| MFR max. | 4,014 [g/10min] | MFR max. | 8,851 [g/10min] |
| MFR min. | 3,981 [g/10min] | MFR min. | 8,777 [g/10min] |
| abs. Variation Koeff. | 0,418 [%] | abs. Variation Koeff. | 0,424 [%] |
| Laborwert | 4,0 [g/10min] | Laborwert | 8,821 [g/10min] |
| Dev. | 0,125 [g/10min] | Dev. | 0,022 [g/10min] |
Tabelle 1: Wiederholbarkeit und Genauigkeit der MFR-Messung von LDPE 2,5 h Durchlauf (links) und HDPE 2 h Durchlauf (rechts)
Tabelle 1 zeigt einen Dauerlauf der MFR-Messung für ein LDPE und ein HDPE mit hoher Wiederholbarkeit und hoher Genauigkeit auf den Laborwert. Die Daten zeigen die Leistungsfähigkeit des GÖTTFERT-Online-Rheometers "RTS" und konstante Umgebungs-bedingungen mit Materialien zeigen weder Vernetzungen oder Degradation noch Strömungs-instabilitäten.
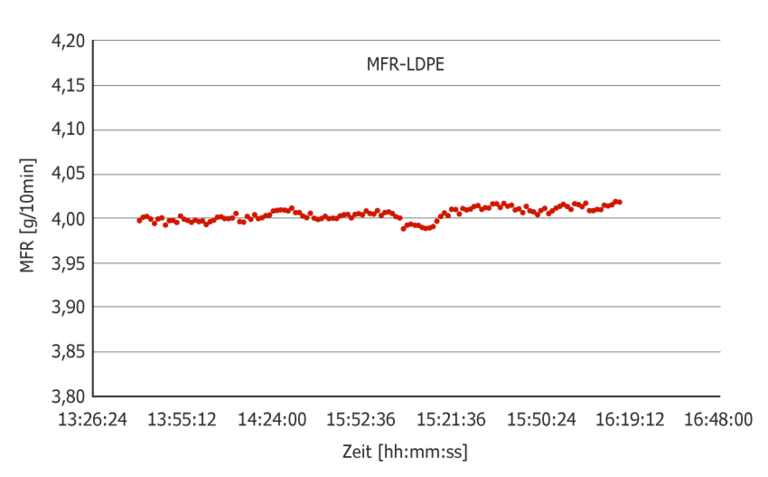 LDPE 2,5 h Durchlauf
LDPE 2,5 h Durchlauf
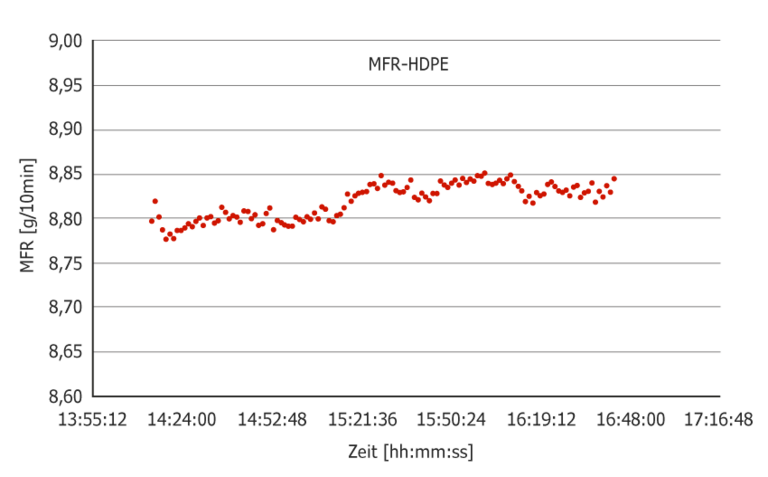 HDPE 2 h Durchlauf
HDPE 2 h Durchlauf
Die Materialien werden auch im Viskositätsmodus im Bereich der mittleren Schergeschwindigkeit im Übergangsbereich zwischen dem Newtonschen Plateau und dem Bereich der Scherverdünnung bei einer Schergeschwindigkeit von 100 1/s und 12,5 1/s getestet. Der Übergangsbereich erlaubt die selektivste Charakterisierung von Polymeren.
Tabelle 2 und 3 zeigen Daten für die Viskosität bei Schergeschwindigkeit 100 1/s und 12,5 1/s. Die Messung zeigt noch konsistentere Werte als die MFR-Messung.
| Mittelwert Viskosität | 565,153 [Pas] | Mittelwert Viskosität | 877,215 [Pas] |
| St.dev. | 0,222 [Pas] | St.dev. | 0,991 [Pas] |
| Variation Koeff. | 0,039 [%] | Variation Koeff. | 0,113 [%] |
| Viskosität min. | 564,641 [Pas] | Viskosität min. | 874,946 [Pas] |
| Viskosität max. | 566,090 [Pas] | Viskosität max. | 879,728 [Pas] |
| Variation Koeff. Abs. | 0,128 [%] | Variation Koeff. Abs. | 0,273 [%] |
Tabelle 2: Viskositätsmessung einer Schergeschwindigkeit von 100 1/s (links) und 12,5 1/s (rechts) eines 4 h Durchlaufs
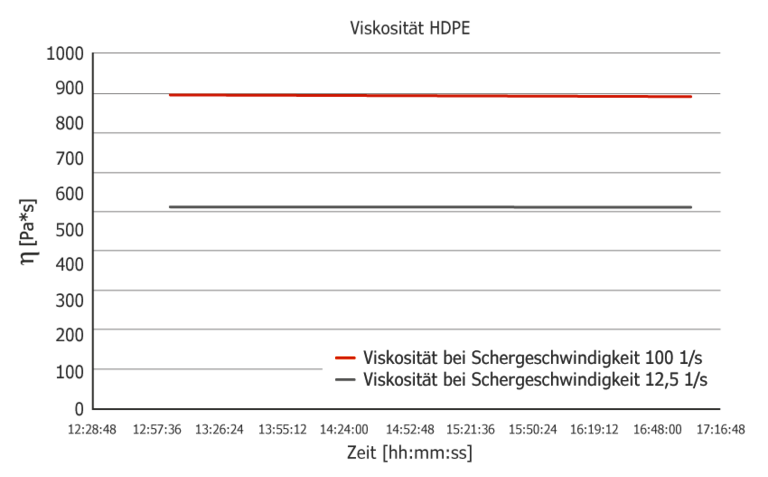 HDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
HDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
| Mittelwert Viskosität | 552,244 [Pas] | Mittelwert Viskosität | 1579,882 [Pas] |
| St.dev. | 0,269 [Pas] | St.dev. | 4,623 [Pas] |
| Variation Koeff. | 0,049 [%] | Variation Koeff. | 0,293 [%] |
| Viskosität min. | 551,607 [Pas] | Viskosität min. | 1573,665 [Pas] |
| Viskosität max. | 552,778 [Pas] | Viskosität max. | 1589,462 [Pas] |
| Variation Koeff. Abs. | 0,106 [%] | Variation Koeff. Abs. | 0,500 [%] |
Tabelle 3: Viskositätsmessung einer Schergeschwindigkeit von 100 1/s (links) und 12,5 1/s (rechts) eines 2 h Durchlaufs
Die Messung während der Polymerverarbeitung oder Polymer-Zusammensetzung erfordert eine hohe Selektivität des Materials, um eine gute Wiederholbarkeit und Genauigkeit zu erreichen. Die Hauptfaktoren, die die Wiederholbarkeit und Genauigkeit beeinflussen, sind materialbedingt und durch Umweltbedingungen bedingt. MFR- und Viskositätsmessungen werden mit einem hohen Maß an Messwiederholbarkeit und Genauigkeit für stabiles Material unter konsistenten Umgebungsbedingungen vorgestellt.
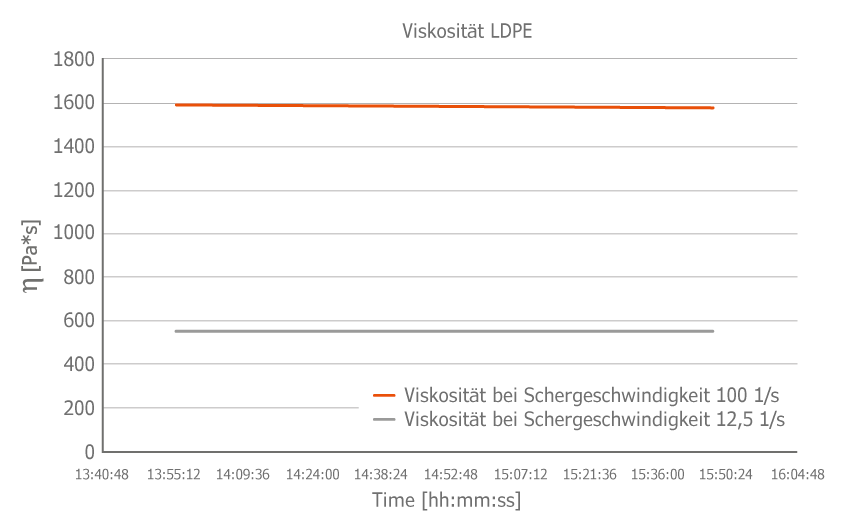 LDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs
LDPE Schergeschwindigkeit 100 1/s und 12,5 1/s eines 4 h Durchlaufs