Polyester PET wird sowohl bei der Verarbeitung aber auch insbesondere bei der Prüfung durch die Restfeuchte beeinflusst. Hier kann die Restfeuchte zur Degradation des Materials sichtbar am steigenden Schmelzindex-Wert führen. Zur Verdeutlichung des Einflusses der Restfeuchte auf den Schmelzindex zeigt das folgende Diagramm den typischen Verlauf des Schmelzindex-Wertes über dem Feuchtegehalt für zwei handelsübliche PET Typen.
Mit niedrigerem Feuchtegehalt erreicht ein Material den Gleichgewichtszustand bereits vor 0,035% während bei dem anderen Material hier immer noch eine geringe Steigung vorhanden ist und erst unterhalb von 0,02% das konstante Niveau erreicht wird. Die Steigung hat sich aber so weit reduziert, dass auch durch die Messung ein oberer Grenzwert von 0,035% für den Feuchtegehalt bei der Schmelzindexmessung bestätigt werden kann.
Generell erhöht sich die Abhängigkeit von der Restfeuchte mit steigendem Feuchtegehalt. Daher führt falsches oder ungenügendes Trocknen der Proben zu einer steigenden Messunsicherheit, weil das Ergebnis mehr und mehr von kleinen Änderungen in der Restfeuchte abhängt. Die Beispiele zeigen, dass nur die Trocknung auf einen definierten Restfeuchtegehalt unterhalb von 0,035% zu reproduzierbaren Ergebnissen führen kann. Anstelle eines separaten Ofens können auch Feuchtemessgeräte wie Aquatrac® oder HydroTracer® zur Trocknung auf einen definierten Restfeuchtegehalt verwendet werden.
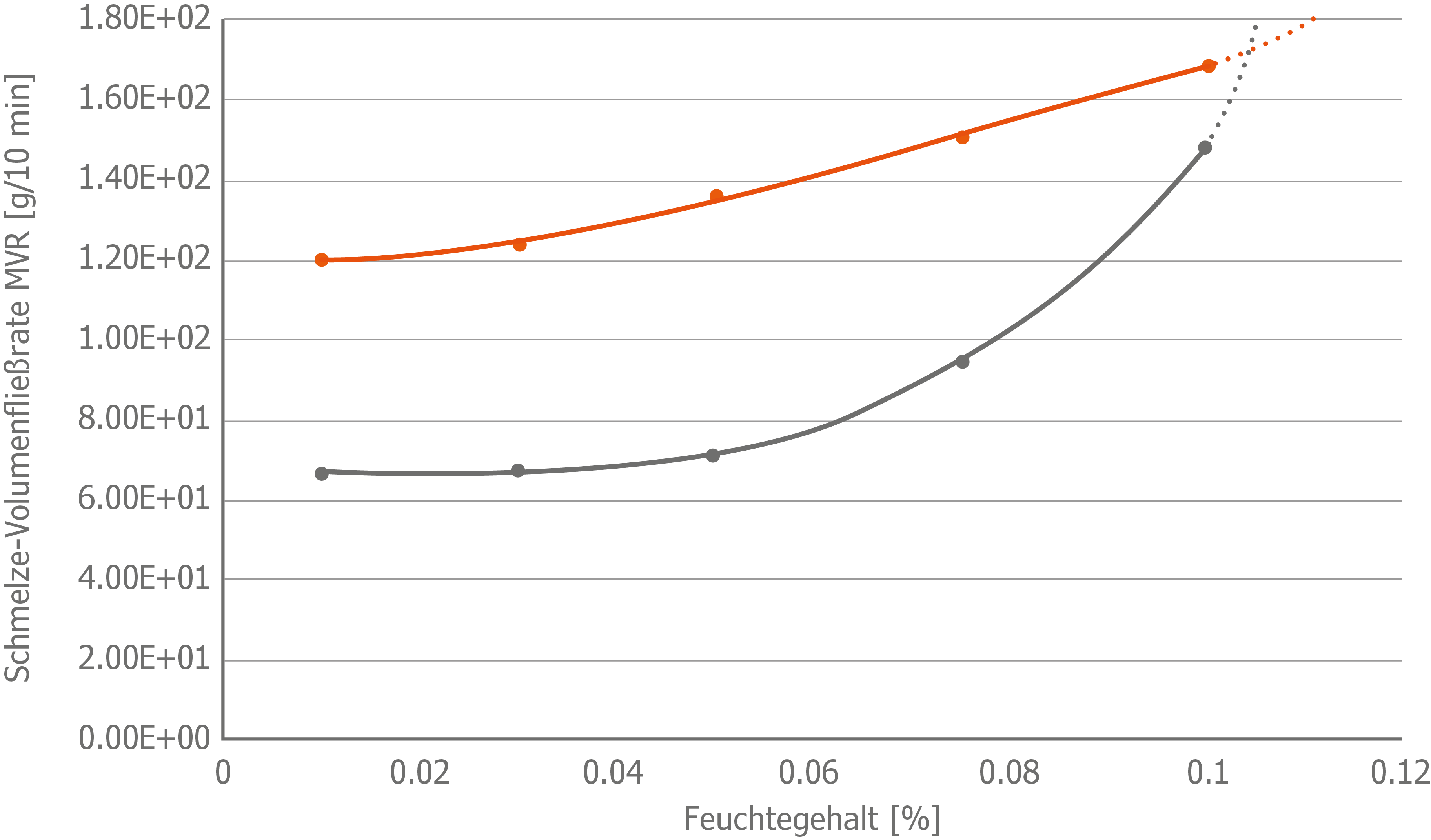 Bild 1:
Typischer Verlauf des Schmelzindex-Wertes über dem Feuchtegehalt für zwei handelsübliche PET-Materialien
Bild 1:
Typischer Verlauf des Schmelzindex-Wertes über dem Feuchtegehalt für zwei handelsübliche PET-Materialien
Behandlung von feuchtesensitiven Polymeren
Bei der rheologischen Prüfung von Kunststoffen ist die richtige Vorbehandlung unabdingbar. Insbesondere bei feuchtesensitiven Materialien beeinflusst die Restfeuchte das Prüfergebnis entscheidend.
Für eine ausreichende Trocknung ist zunächst die Auswahl des richtigen Trockenofens entscheidend. Geeignet sind Umluft- oder Vakuumöfen. Die Umluftöfen müssen mit trockener Luft betrieben werden. Besser als Umluftöfen sind Vakuumöfen geeignet, da während des Trocknungsvorgangs kein Sauerstoff zur Oxidation des Materials führt. Um die Trockenzeit zu reduzieren kann hier zur Verbesserung der Konvektion ein Stickstoffstrom eingesetzt werden.
Neben der Auswahl des geeigneten Ofens sind für die Trocknung Zeit und Temperatur entscheidend. Die Trocknungstemperatur reicht üblicherweise von 80°C (PA, ABS) über 100°C (PC) bis 120-160°C (PET) und wird wie die Zeit vom Hersteller angegeben. Die Trocknungszeit richtet sich nach dem verwendeten Ofen. Die Zeit in reinen Vakuumöfen ist generell doppelt so lange wie bei stickstoffüberlagerten Öfen oder im Umluftofen. Üblicherweise liegen die Trocknungszeiten im Vakuumofen je nach Material zwischen 8 und 12 Stunden. Besonders für PA und PET kann die Trocknung bei zu hohen Temperaturen zum Effekt der Nachkondensation des Materials führen, wodurch sich das Molekulargewicht zu höheren und der Schmelzindex zu niedrigeren Werten als das Original verschiebt.
Die Restfeuchte sollte nach dem Trocknen über eine Feuchtemessung geprüft werden, insbesondere wenn die Daten zu Vergleichsversuchen herangezogen werden. Für PA und PET muss die Restfeuchte unter 0,035 % liegen.
Zusammenfassung