Charakterisierung von Fließinstabilitäten zur Vermeidung von Oberflächenbeschädigungen bei der Extrusion von Polymeren
Die Herausforderungen in der Polymerextrusion ist das Erreichen eines stabilen Schmelzefluss bei hohem Durchsatz, die Auswahl von Werkstoffen mit robustem Verarbeitungsfenster sowie die Entwicklung von Compounds mit erhöhter Widerstandsfähigkeit gegenüber Oberflächeninstabilitäten, können gezielt durch den Einsatz einer Shark-Skin-Düse definiert werden. Extrusionsprozesse reagieren äußerst empfindlich auf Scherung, Dehnung und Wandreibung, was häufig zu Oberflächenbeschädigungen, wie z.B. dem Shark-Skin-Effekts führt und die Produktivität begrenzt. Durch die gezielte Analyse dieser Fließinstabilität liefert die Shark-Skin-Düse eine präzise diagnostische Aussage darüber, wann und wie ein Werkstoff zum extrudieren geeignet ist. Dadurch lassen sich wesentliche Fragestellungen klären: Unterschiede in der Werkstoffeignung werden sichtbar, der Einfluss von Additiven auf Wandgleiten und Schmelzefestigkeit wird offengelegt und maximale stabile Prozessbedingungen in Abhängigkeit von Temperatur und Scherrate können definiert werden. Die Shark-Skin-Düse wird somit zu einem essenziellen Werkzeug, um die typischen Leistungsgrenzen der Extrusion zu verstehen und gezielt zu überwinden.
Während der Extrusion von Kunststoffen, Elastomeren oder Lebensmitteln führt eine steigende Schubspannung zum Phänomen des Spannungsbruchs. Abbildung 1 zeigt die typischen Auswirkungen dieses Spannungsbruchs auf die Extrudatoberfläche in Abhängigkeit von der Scherrate.
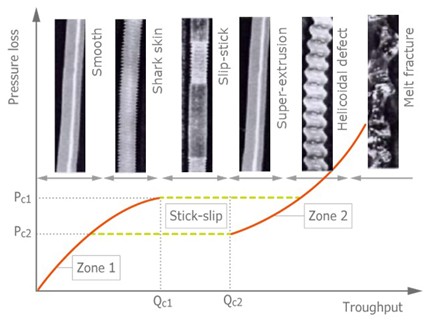 Abbildung 1
Abbildung 1
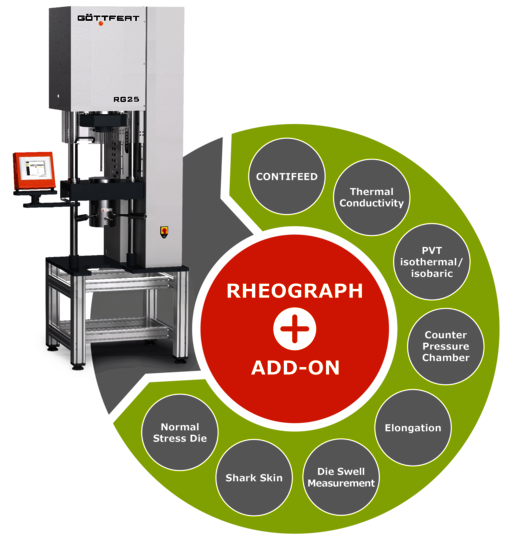
Gut zu wissen
Das Add-on Shark-Skin erweitert sowohl GÖTTFERT Kapillarrheometer als auch bestehende Laborextruder um eine präzise Analyse von Fließinstabilitäten.
Bei niedrigen Scherraten ist das Profil zunächst glatt. Mit zunehmender Scherung tritt Shark-Skin-Bildung auf der Oberfläche auf, begleitet von häufigeren Druckschwankungen. Bei weiterer Erhöhung der Scherrate entstehen Slip-Stick-Effekte, die durch partielles Gleiten der Schmelze gekennzeichnet sind. Wird die Verformung bzw. Scherrate weiter gesteigert, kann in einem sehr engen Scherratenbereich erneut ein glatteres Extrudat erzielt werden. Das Extrusionsverhalten in diesem Bereich nennt man Super-Extrusion. Nach dem Durchlaufen eines Bereichs mit helixartigen Strukturen tritt schließlich Schmelzebruch auf, verbunden mit einem deutlichen Verlust der ursprünglichen Geometrie.
Der Shark-Skin-Effekt äußert sich durch hochfrequente Druckschwankungen und kann somit bereits erkannt werden, bevor er optisch auf der Oberfläche sichtbar wird. Diese Druckschwankungen lassen sich ausschließlich mit sehr sensitiven Sensoren erfassen.
Für den Prozess kann die maximale Scherrate bzw. Verformung bestimmt werden, bei der noch kein sichtbarer Shark-Skin-Effekt auftritt und die Extrudatoberfläche glatt bleibt. Das Einsetzen des Effekts wird durch beginnende hochfrequente Druckschwankungen angezeigt.
Die exakte Bestimmung dieser maximalen Scherrate ermöglicht eine gezielte Prozessoptimierung oder Werkstoffauswahl hinsichtlich des Durchsatzverhaltens in Abhängigkeit von der Oberflächenqualität. Untersuchungen im Labormaßstab helfen dabei, kostenintensive Produktionsversuche zu vermeiden. Darüber hinaus kann der Einfluss von Additiven zur Reduzierung von Fließinstabilitäten gezielt untersucht werden.
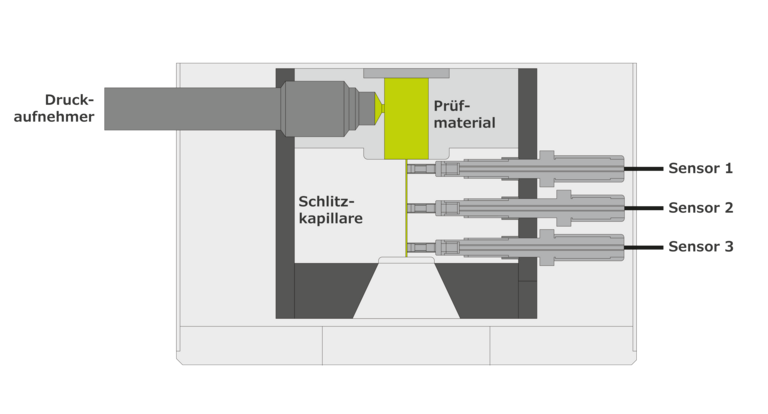
Die folgenden Abbildungen zeigen einen Vergleich zwischen der konventionellen Druckmessung mit einer Abtastrate von maximal 10 Hz vor der Kapillare und einer hochfrequenten Druckmessung von bis zu 20 kHz in der Schlitzdüse am gleichen Material.
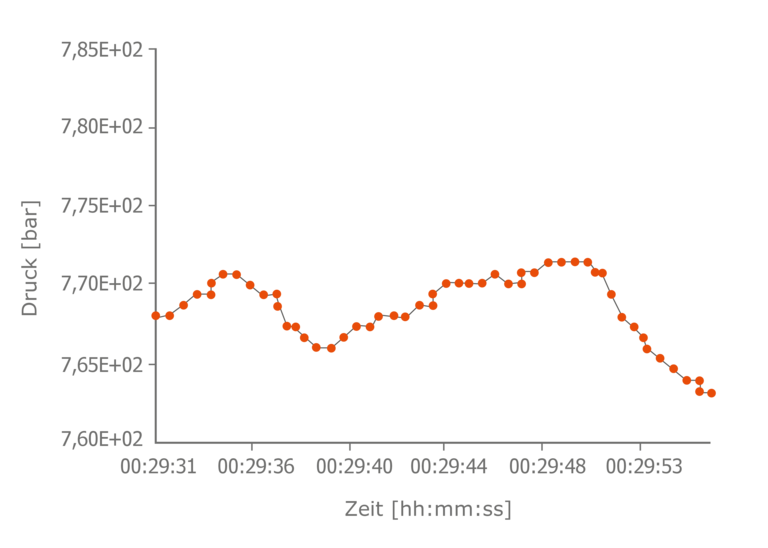 Alternative Druckmessung (max. 10 Hz)
Alternative Druckmessung (max. 10 Hz)
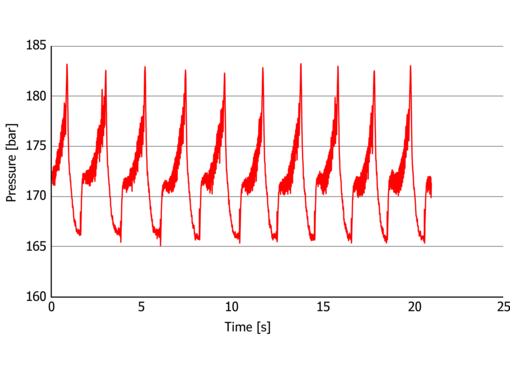
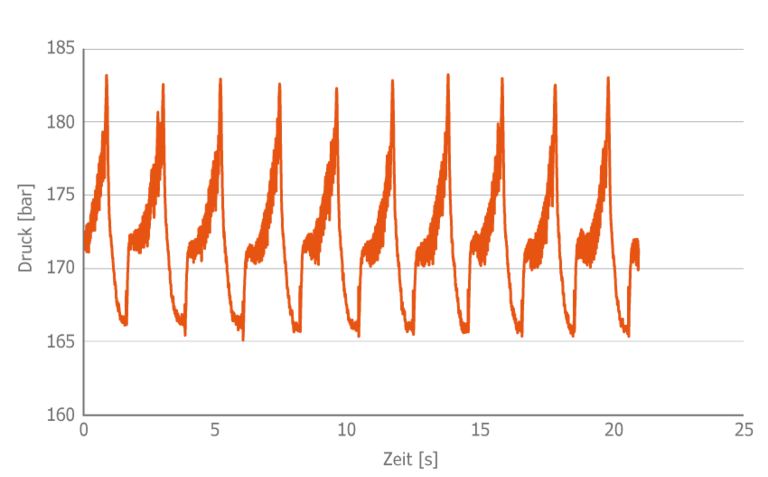 Hochfrequente Druckmessung (bis zu 20 kHz)
Hochfrequente Druckmessung (bis zu 20 kHz)
Das dargestellte Beispiel im Slip-Stick-Bereich zeigt, dass Amplitude und Frequenz bei konventionellen Messungen aufgrund unzureichender Zeit- und Druckauflösung nicht korrekt wiedergegeben werden. Fließinstabilitäten lassen sich daher mit herkömmlichen Druckaufnehmern nur eingeschränkt untersuchen. Mit der hochfrequenten Druckmessung hingegen kann ein regelmäßiger pulsierender Druckanstieg mit überlagerten hochfrequenten Druckoszillationen erfasst werden. Die jeweiligen Einzelfrequenzen und Amplituden werden aus dem Drucksignal mittels nachgeschalteter Fourier-Transformation bestimmt. Die so ermittelten Frequenzen stimmen exakt mit den Frequenzen überein, die aus der Defektlänge auf der Strangoberfläche und der jeweiligen Extrusionsgeschwindigkeit berechnet werden. Das entsprechende Frequenzspektrum zeigt die jeweiligen Amplituden des aufgezeichneten Drucksignals. Der Peak bei einer Frequenz von null Hertz entspricht exakt dem statischen Drucksignal.
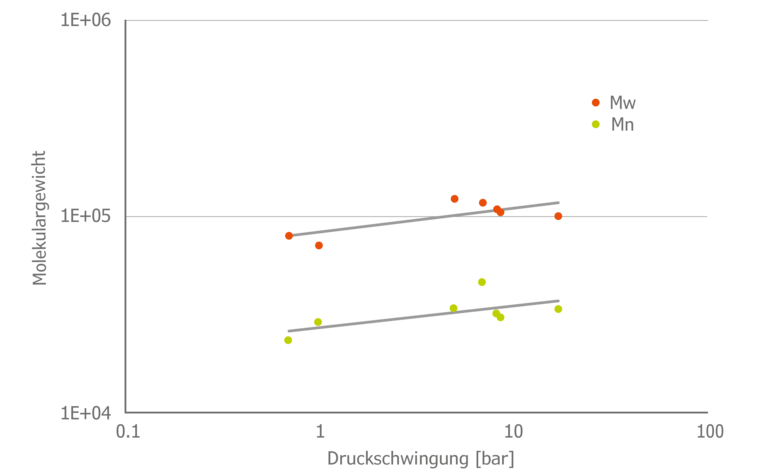
Neben dem Frequenzspektrum ist auch eine statistische Auswertung der Druckoszillationen möglich. Molekulare Kennwerte sowie Additive sind die wesentlichen Einflussgrößen auf das Auftreten von Druckschwankungen. Die folgende Abbildung zeigt die Auftragung der molekularen Kenndaten Mn und Mw über die gemessenen Druckoszillationen für verschiedene LDPE-Blasfolientypen.
Aufgrund der vergleichsweise geringen Abhängigkeit der Druckoszillation von den molekularen Kenndaten wird die Relevanz weiterer Einflussfaktoren, insbesondere der eingesetzten Additive, deutlich. Dies unterstreicht die Notwendigkeit einer exakten quantitativen Bestimmung der Druckoszillationen mittels der vorgestellten Messmethode zur gezielten Materialoptimierung.